

AmorphousFeSprayingPowder
Patent Amorphous+Nanocrystalline Ferro Alloy Powder NanoA of
High Erosion and Abrasion for HVAF or HVOF Thermal Spraying




1.Patent Amorphous+Nanocrystalline Ferro Alloy Powder NanoA of High Erosion and Abrasion for HVAF or HVOF Thermal Spraying Description
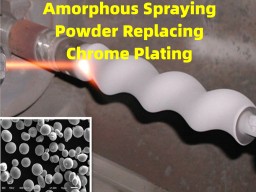
AMTmetalTech patent Gas Atomized Powder NanoA and NanoB are Ferro Alloys. Both are of uniform Amorphous+Nanocrystalline microstructure, with sizes 8-25um, 15-45um, 2-10um etc. After metal thermal spraying in some lower heat input than Tungsten Carbide powder and with rapid cooling, the Coating can achieve higher Amorphous rate than in the powder. The NanoA coating can have porosity lower than 0.1%, deposition rate about 50% and the coating of thickness over 200um can be no need sealing. The NanoB coating can have porosity about 1% and the deposition rate about 70%. NanoA is for erosion and abrasion resist. NanoB is for pure abrasion resist.
NanoA and NanoB Powder Sizes Choice:
1.1 Size 8-25um is for various Guns of Axial or Center Direction powder feeding.
1.2 Size 15-45um is for various Guns of Radial or Vertical Direction powder feeding.
1.3 Size 2-10um is for Guns of Inside Diameter ID under 80mm tube inside coating.
2.Patent Amorphous+Nanocrystalline Ferro Alloy Powder NanoA of High Erosion and Abrasion for HVAF or HVOF Thermal Spraying Properties
2.1 NanoA can be better corrosion resist than 316L and chrome plating, and resist various erosion except strong Acid or Alkali.
2.2 NanoA can be high hardness HV700-800, NanoB can be high hardness HV800-1000 and both have very good Abrasion resist.
2.3 can resist high temperature up to 400℃.
2.4 have good bonding strength.
2.5 NanoA can act as Bond Coat or Detonation Spraying.
Type | (%)Chemical Composition | ||||||||||||
Nano A, Nano B | Fe | Cr | Al | Ni | B | Mn | Si | P | C | Ti+Zr+ Hf+Nb | Mo+W+Ta +Cu+Co | RE | N |
Balance | 15- 40 | 0.0 01- 18 | 0.0 3- 25 | 0.0 1-8 | 0.5 -15 | 0.5 -12 | 0.0 3- 12 | 0.01 - 0.33 |
0.01-8 |
0.01-5 |
0-1 | 0.01 - 0.09 | |
HVAF or HVOF Spraying Process Suggestions:
A1 Choose suitable parameters by trial specimens before the salt fog test formal specimen. The microstructure of the trial specimens has to have the uniform lamina without big round particles and oxidizing. The hardness of thetrial specimens has to be HV700-800 and not too high.
A2 Use pressure air 50mm top from the coating for quick cooling out of nozzles front and back of the spraying gun during spraying as the above picture.
A3 Choose Short Barrel. Short Spraying Distance. Low Flame Temperature. Keep the base metal temperature under 100℃. Spraying Gun angle 60-70° for NanoA and 90° for NanoB. Each pass thickness under 8um. When act as bond coat, the follow-up coating need quick cooling. Grinding or polishing the specimen to be metallic shiny before corrosion or abrasion test.
For further increase the abrasion or wear resistance, NanoAW=NanoA+15% (WC/10Co/4Cr),NanoBW=NanoB+15%(WC/10Co/4Cr).
3.Patent Amorphous+Nanocrystalline Ferro Alloy Powder NanoA of High Erosion and Abrasion for HVAF or HVOF Thermal Spraying Applications
AMTmetalTech Patent powder NanoA is suitable for the high Erosion and Abrasion or Wear Resist Screw Rotors, Long and Small diameter Tube Inside,Cylinders, Valve Balls, Pistons, Spinning Rollers, Wire Drawing Cones metal thermal spraying replacing chrome plating and sea water Erosion etc.



Tube Inside ID Coating Thermal Spraying Cylinders HVAF Spraying Valve Balls



Thermal Spraying Pistons Thermal Spraying Rollers Wire Drawing Cones
4.Patent Amorphous+Nanocrystalline Ferro Alloy Powder NanoA of High Erosion and Abrasion for HVAF or HVOF Thermal Spraying Packaging
The standard packaging is by vacuum bag per 5 or 10 kg. We can do according to the customer requirements for packaging.
5.AMTmetalTech Nano Spraying Powder Size Suggestion for Guns
AMTmetalTech Nano Spraying Powder Size Suggestion for Guns | ||||
Spraying Type | Powder Feeding | Nano Powder Size | Suitable Spraying Guns | Nano Powder Competitors |
ID-Coating | ID≤80mm | 2-10um | NanoHVOF, | No Other Superfine Metal Powder |
ID≥80mm | 8-25um | AK-ID HVAF, NanoHVOF, ID-NOVA/HVOF etc. | No Other Fine Amorphous Powder | |
OD-HVAF, Top Layer or Bond Coat | All | 8-25um | Kermetico, UniqueCoat etc. | |
OD-HVOF, Top Layer or Bond Coat | Axial/Center Feeding | 8-25um | DJ2700, GTV-K2, JetKote etc. | |
Radial/Vertical Feeding | 15-45um | JP5000/8000, CastoJet, SUPERCote etc. | Liquidmetal, Nanosteel, No other Nickel Amorphous Spraying Powder in the world | |
OD-Detonation Spraying, Plasma Spraying, Top Layer or Bond Coat | All | 25-90um | D-Gun, Plasma etc. | |
Please send us email to export@AMTmetalTech.com about Nickel Amorphous HVAF or HVOF Tube Inside ID Spraying Fine Atomized Powder Better Corrosion risist than Hastelloy C276 / Inconel In625 / Stellite of severe Erosion, Cavitation, high temperature Abrasion resist; Duplex Stainless Steel Powder for Binder Jet Printing / Speed Laser / PTA cladding / Plasma weld overlaying Replacing Chrome Plating for Coated Cylinders / Pistons / Roller / Screw Rotors / Valve / Stirrer Blade / Hydro Turbine Runner; Tungsten Carbide Hardmetal Cemented Clad Mud Pump Liner / Pipe / Sleeve / Glass Mold and Super Wear Plate; PDC Diffusion Bonding, Diamond Bearing etc.